 微控首页
微控首页

如何避免双主轴数控凸轮走心机加工过程中的抖动情况?
2020-12-26如何避免双主轴数控凸轮走心机加工过程中的抖动情况?
双主轴数控凸轮走心机的加工过程中,或多或少会出现抖动的现象发生。今天凸轮机数控系统厂家和大家一起聊聊如何避免加工过程中抖动情况?
1、使用锋利的刀片来降低双主轴数控凸轮走心机的切削力,机夹刀片分为涂层与非涂层刀片,非涂层刀片通常比涂层刀片要锋利,因为刀片如果要涂层,就一定要进行刃口的钝化处理(ER处理),因为锋利的刃口将影响涂层在刃口部位的粘结强度。
如何避免双主轴数控凸轮走心机加工过程中的抖动情况?
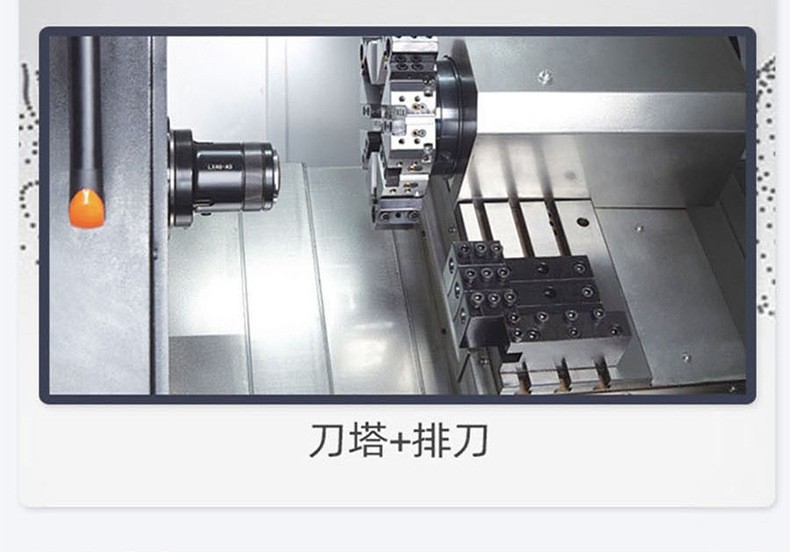
2、当切深一定时,使用小的刀尖圆弧半径无疑可以降低切削力,特别是径向切削力,而径向切削力是使细长杆类刀具或工件产生振动的主要因索。无论是撞削还是铣削。在相同的切削深度时,刀尖圆弧半径越大.细长刀杆发生振动的倾向越大。凸轮机数控系统加工精度高。相比于“走刀式”车床,该设备车削时,棒料轴向进给通过中心导套,刀具切削点紧靠导套口端,刚性好,消除了棒料在刀具切削压力作用下的变形,加工精度高,保证了加工零件的一致性。
3、在切深可选择时.要避免切深等于刀尖圆弧半径。双主轴数控车床系统通过上、下料机构,一根3 m左右的长棒料,一次装夹对刀,根据需要加工零件的长短,可以加工若干个零件,可实现连续加工及一人多机操作,提高了零件的加工效率。
4、对于细长刀杆的锐刀的键削,或者细长轴的外圆车削,使用90。主偏角的刀具有利于消振。无论是外圆车刀车削细长轴,还是细长刀杆的键刀幢孔,总是90。,主偏角的刀具产生的径向切削力最小.同时刀片刃口产生的轴向力最大。
5、对于细长杆的刀具,圆刀片刀具有利于消振。铣刀与搅刀相反,主偏角越接近90。,径向切削力越大几刀杆振动越大。所以数控铣床在模具深孔型腔的面铣削加工中,通常选用45。主偏角铣刀,如果切深小于Imm.常采用圆刀片铣刀或球刀。
6、双主轴数控凸轮走心机系统使用细长杆立铣刀铣削深型腔时。常采用插铣方式。插铣就是刀具像钻头一样轴向进刀,当铣削深的型腔7.在内孔镗削时,刀片刃形角越小越好.这样副主偏角很大,副刃口与被加工面的颤动接触区小,颤动很难转为振动.副切削刃挤屑的机会也小。
以上是凸轮机数控系统厂家与很有经验的师傅收集来的资料,大家再凸轮机改数控的时候有什么不懂的可以来咨询我们哦。
上一篇:凸轮机数控系统如何对刀?
E乐彩下一篇:车床改造数控系统要如何选择?
推荐文章
-
斜床身数控车床是什么?CK6136数控车床常见故障因素与解决计划方案?
2023-06-12 -
购买小数控车床如何验收?
2023-02-20 -
数控排刀车床是什么?如何调整数控车床的参数加工?
2022-12-27 -
数控车床对工件对模具的要求?
2022-08-26 -
什么是数控系统二次开发?
2022-08-26 -
什么是排刀式数控车床?
2022-08-11 -
什么是1107纵切数控凸轮走心机?
2024-10-16 -
数控排刀机需要保养吗?
2024-07-12 -
新手操作数控排刀机避坑的小技巧?
2024-03-21 -
数控车床M代码指令的应用
2024-03-13 -
广东数控车床厂家谈谈车床精度是什么?
2024-03-13 -
排刀数控车床最基本调试方法是什么?
2024-02-21 -
斜轨数控车床的加工过程是自动完成的吗?
2023-12-01 -
车铣复合数控车床结构特点
2023-10-06 -
车铣复合数控机床加工有哪些优势呢?
2023-09-05 -
数控车床车削精度不稳定有什么办法解决呢?
2023-08-29
 2023-06-12
2023-06-12
斜床身数控车床是什么?CK6136数控车床常见故障因素与解决计划方案?
 2023-02-20
2023-02-20
E乐彩购买小数控车床如何验收?
 2022-12-27
2022-12-27
E乐彩数控排刀车床是什么?如何调整数控车床的参数加工?
 2022-08-26
2022-08-26
E乐彩数控车床对工件对模具的要求?
 2022-08-26
2022-08-26
什么是数控系统二次开发?
 2022-08-11
2022-08-11
E乐彩什么是排刀式数控车床?



