 微控首页
微控首页


6TD磨床数控系统
磨床数控系统
磨床数控系统系列是佛山微控数控全新推出的高端数控系统。本系统采用32 位高性能CPU 和超大规模可编程器件FPGA,采用全新的硬件平台,搭载第2代高速高精算法,系统响应更快,加工效果更好,效率更高。并根据用户应用场景,重新设计“以用户为中心” 的操作菜单,优化用户体验,有效提高操作效率。8英寸显示屏,最多可定制8通道,28轴,可以满足不同机型的适配需求。适用机型:外圆磨、工具磨、凸轮磨、工具磨、锯片磨。
-
E乐彩 磨床数控系统系列是佛山微控数控全新推出的高端数控系统。采用全新的硬件平台,搭载第2代高速高精算法,系统响应更快,加工效果更好,效率更高。并根据用户应用场景,重新设计“以用户为中心” 的操作菜单,优化用户体验,有效提高操作效率。8英寸显示屏,最多可定制8通道,28轴,可以满足不同机型的适配需求。适用机型:外圆磨、工具磨、凸轮磨、工具磨、锯片磨。
工具磨-测量仪
 锯片磨齿机
锯片磨齿机
外圆磨床

6TD磨床数控系统功能特征
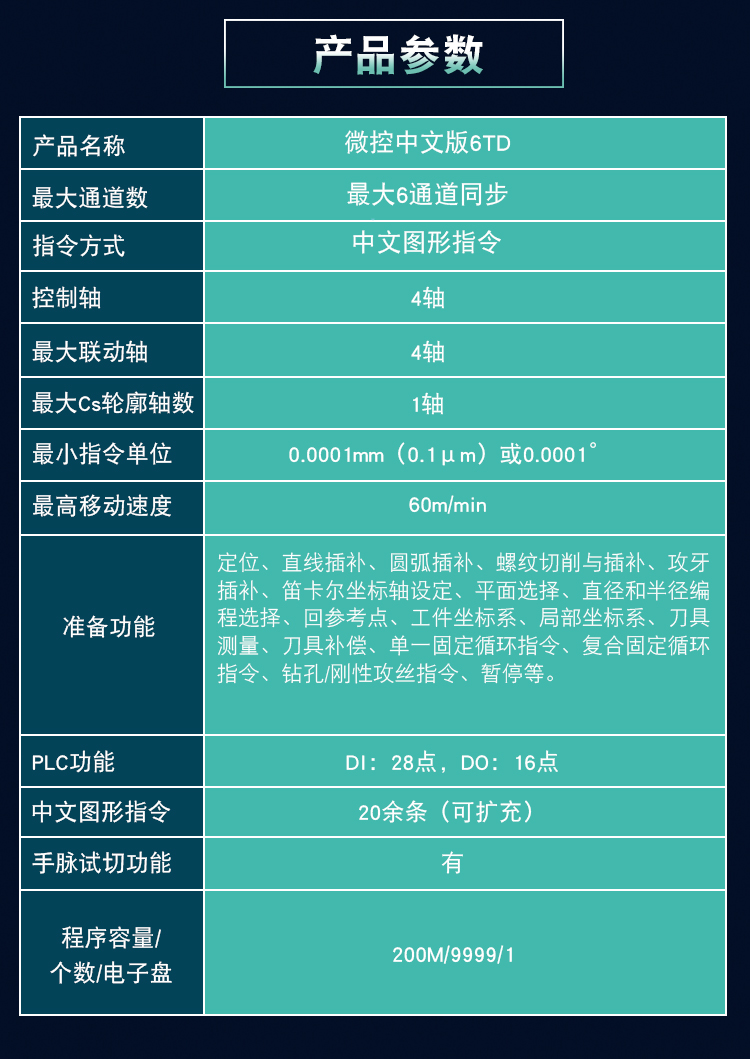
E乐彩控制轴数:5进给轴,2个模拟主轴;
联动轴数:3轴
8 英寸宽屏 LCD,分辨率为800×480
采用32 位高性能CPU 和超大规模可编程器件FPGA
56M用户储存空间
实时全方位自诊断功能,实时显示系统各种状态
每分钟进给、每转进给
公制、英制输入方式
机床回参考点
快速倍率:F0、25%、50%、100%共四级实时修调
进给倍率:0~150%共十六级实时修调
1路主轴编码器反馈,主轴编码器线数可设定(100p/r~5000p/r)
E乐彩编码器与主轴的传动比:(1~255):(1~255)
主轴转速:可由S代码或PLC信号给定,转速范围 0r/min~9999r/min
E乐彩主轴倍率:50%~120%共8级实时修调
插补方式:直线插补、圆弧插补(支持三点圆弧插补)、柔性攻丝
自动倒角功能
主轴恒线速度控制
ISO 代码,支持语句式宏代码编程,支持相对坐标、绝对坐标和混合坐标编程
程序调用:支持带参数的宏程序调用,4 级子程序嵌套
E乐彩具有旋转、缩放、极坐标,固定循环和多种铣槽复合循环功
各轴独立反向间隙补偿
E乐彩螺距误差补偿:补偿点数、补偿间隔、补偿原点可设定
刀具半径补偿、刀具长度补偿、刀具磨损补偿、刀具寿命管理
E乐彩刀偏执行方式:修改坐标方式、刀具移动方式
各轴最大速度、加减速独立设置
E乐彩紧急停止、硬件行程限位、软件行程检查
中英文页面切换
E乐彩显示实时时间、加工件数、加工时间等信息
各种插补指令功能及M、S、T功能等
数据备份与恢复、升级功能

6TD磨床数控系统特别优势:
速度优势
最高快速移动速度可达60m/min
E乐彩最高切削速度可达30m/min
E乐彩切削进给:前加减速直线型、前加减速S型、后加减速直线型、后加减速指数型
快速移动:前加减速直线型、前加减速S型、后加减速直线型、后加减速指数型
加减速的起始速度、终止速度和加减速时间由参数设定
系统具有前瞻功能,最多可预读15 段NC 程序,使小线段插补高速平滑,适于零件加工
精度优势
E乐彩丝杠螺距补偿、记忆型螺距误差补偿,最大程度提高机加工精度
1ms高速插补,控制精度 1μm、0.1μm 可选,显著提高了零件加工的效率、精度和表面质量。
接口优势
用户可自行编辑I/0逻辑控制,36输入/36输出,输入信号可实现高低电平在线切换
PLC程序通信下载
USB 可移动U盘拷贝接口,可实现U盘DNC功能、实现外接海量存储器、可实现系统升级、参数、梯图拷贝/还原
E乐彩RS232:零件程序、参数等文件双向传输,支持PLC程序、系统软件串口升级
可配外挂手轮或面板式手轮
E乐彩主轴变频控制,进给轴脉冲控制
操作优势
全屏幕编辑系统,在线修改刀补、参数等操作
二维刀具轨迹显示,且图形可任意放大、缩小、平移,图形坐标系方向可更改
E乐彩可实现多级密码保护,如程序、参数、梯图保护,方便现场管理
兼容国内外主流数控系统指令代码
E乐彩主轴、进给、快速速度实时修调
任意程序段开始加工,任意刀具号开始加工
加工过程中,单段与连续随意切换
支持手轮试切功能
支持自动对刀功能
E乐彩支持程序/程序段/字检索、修改、删除、复制、粘贴
可查看报警记录,方便查找程序错误或机床故障
E乐彩支持帮助功能,可查看代码意思和操作指引
支持在线编辑PLC
支持多PLC程序(最多20个),当前运行的PLC程序可选择
中英文界面切换
用户自定义I/O
-
基本功能
功 能
(脉冲型)
(总线型)
控制轴数限制
5
28
通道数限制
2
8
通道内轴数限制
5
8
模拟量电压口
2
3
脉冲伺服主轴个数
1
2
总线伺服主轴个数
-
取决于系统轴数
编码器输入口
1
2
轴类型
直线轴
旋转轴
同步轴
支持
Cs 轴控制
支持
插补周期
1.024ms
1ms
最小指令值
0.001mm
0.001mm~0.000001mm
最大指令值
±999999.999mm
E乐彩±999999.999mm
~
±999.999999mm
最大快速速度
无限制 快速倍率: F0, 25, 50, 100%
最大进给速度
无限制 进给倍率:0%~150%
电子齿轮比
1~4294967296
定位
G00
插补功能
直线插补 G01
E乐彩圆弧插补 G02/G02 (支持螺旋线插补机能)
E乐彩极坐标插补 G12.1/G13.1 (加工特殊端面产品)
圆柱插补 G7.1
螺纹功能
G32(单刀螺纹,支持连续不同导程螺纹平滑相接,8字油槽等功能)
G32.1 (数字螺纹)
E乐彩G32.2 /G32.3 (圆弧螺纹)
G34 (变螺距螺纹)
G92 (螺纹循环,直、锥螺纹,公、英制,单头、多头螺纹、
任意螺纹切入角)
G76 (螺纹复合循环)
攻丝功能
G84 (端面刚性攻丝循环)
E乐彩G88 (外圆刚性攻丝循环)
E乐彩支持编码器跟随攻丝,插补同步攻丝
坐标系功能
平面选择 G17~G19
极坐标编程 G15~G16
局部坐标系 G52
机床坐标系 G53
工件坐标系 G54~G59
附加坐标系 G54P1~P99
坐标系旋转 G68.1~G69.1
参考点功能
自动返回机械零点 G28
E乐彩自动返回参考点(第2,3,4) G30
简化编程
单一固定循环
复合固定循环
钻孔固定循环
攻丝固定循环
倒角(,C)和倒圆编程(,R)
直线角度编程(,A)
信号跳转机能
E乐彩G31 (进给运行中遇到外部信号跳转)
G160 (扭矩限制跳过)
用户宏程序
E乐彩支持B类宏程序;自定义用户宏程序调用;宏变量中文界面化
刀具功能
刀补偏置数量:64
E乐彩刀具数量:无限制(由机床刀架/塔决定)
E乐彩刀尖半径补偿、刀具磨损补偿
支持程序修调刀补数据
对刀功能:绝对对刀、相对对刀、刀补值修调、整体偏移等
主轴功能
挡位控制(S1~S4);模拟量控制
E乐彩主轴倍率0%~150%;模拟电压0~10V
E乐彩伺服主轴 (主轴定位、速度/位置模式切换)
多主轴控制:
M03 M04 M05
E乐彩M103 M104 M105
M203 M204 M205
...
辅助功能
支持任意位数M代码,可自定义M代码功能
高速高精功能
多段预读,支持多种加减速曲线类型选择
速度平滑处理
E乐彩螺距误差补偿功(各轴216点)
反向间隙补偿
PLC功能
E乐彩开放式PLC,梯形显示与实时监控,支持多个PLC
E乐彩脉冲型 48个输入 30个输出
总线型 64个输入 46个输出(可扩展至1024/1024个点)
扩展输出口控制
M20, M21 (扩展输出口电平输出方式或脉冲输出方式)
重复自动上料
M35, M34(适用于自动上下料的功能,检测和重复连续上料)
手动运行
E乐彩手动多轴进给、回零、单步进给、手轮进给
手动辅助功能操作
安全防护机能
正、负方向硬限位
第一、第二、第三正负方向软限位
紧急停止
E乐彩用户自定义报警(16路)
权限密码管理
使用期权限功能(可任意次设定和解除,无需到现场处理)
调试机能
单段运行
机床锁
E乐彩手轮试运行(支持手轮回退)
图形功能
加工轨迹显示功能
加工形状快速预览功能
C刀补轨迹预览功能
图形缩放功能,图形平移、旋转功能
功 能
21MD(脉冲型)
21MD(总线型)
显示编辑
进给速度
模态信息
加工时间
工件计数
...
进给速度
模态信息
加工时间
工件计数
...
各轴电机负载率显示
各轴电机转速显示
E乐彩256M大容量程序存储器
存储程序个数800个
支持程序插入,修改,删除,复制,具备汉字注解输入功能
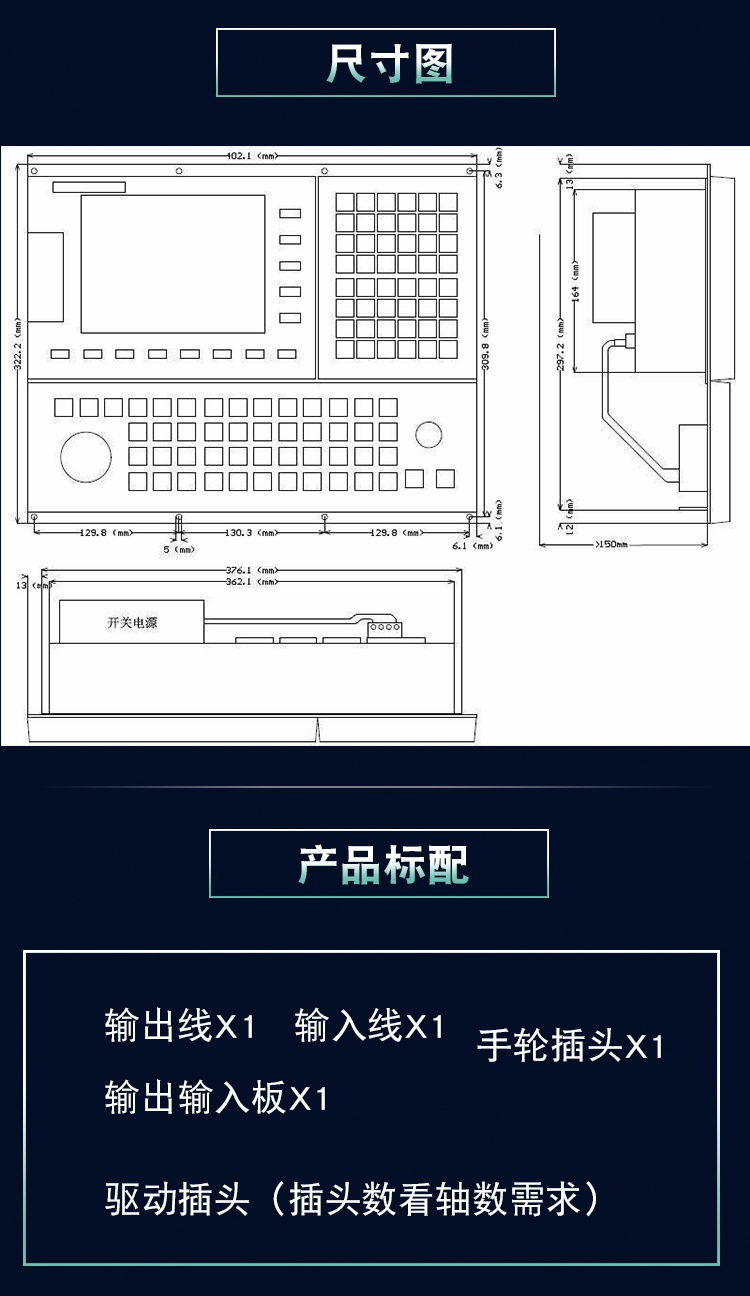
电源供电
单相AC220V±10%,50HZ±1%
驱动器接口
方式一:“脉冲+方向”
方式二:“AB正交”
E乐彩方式三:“MⅡ总线协议”
通讯
RS232串口通讯



