微控首页
微控首页


21TA四轴滚齿机数控系统
滚齿机数控系统
E乐彩21TA四轴滚齿机数控系统是E乐彩针对齿轮加工开发的专用四轴数控系统,可以实现任意齿数的加工,采用专用滚齿指令,实现多轴联动滚削直齿、斜齿、圆弧齿、锥齿、花键、蜗轮。内置专机加工参数设定界面,只需设定对应的齿轮参数即可,操作便捷,降低对操作人员的能力要求。
-
• 支持安川M-Ⅱ高速总线通讯协议
E乐彩• 支持17位,23位绝对式编码器,精度高,免回零,可实现闭环控制
E乐彩• X、Y、Z、4th、5th五轴控制,Z、4th、5th轴的轴名、轴型可定义
• 1ms插补周期,控制精度0.001和0.0001mm可选
• 2路0~10v模拟电压输出,支持双主轴控制。
E乐彩• 适配伺服主轴可实现连续定位,刚性攻丝,刚性螺纹加工
• 支持语句式宏指令编辑,支持带参数的宏程序调用
• 具备USB接口,极大方便了加工程序的拷贝和系统参数的导入导出
E乐彩• 可车削各种螺纹,螺纹退尾长度,螺纹切入角度可设定
• 具有攻丝、深孔钻、割槽、内外圆柱面、端面循环加工等多种复合循环功能
• 具有倒角功能、自动重复上料、条件等待等多种专用功能
E乐彩• 开放时钟功能,计件功能,设备出厂时可设置使用时间权限
• 电子齿轮功能。可使电机与任意螺距丝杆直连
• 内置多PLC程序,当前运行的PLC程序可选择
E乐彩• 反向间隙和螺距补偿功能最大程度提高机械加工精度
• 超大程序容量:64M字节,可储存400个加工程序。
• 8.4”TFT800x600点阵液晶显示器,支持全中文或者全英文菜单显示
• 滚齿机专用指令以及专用参数设定界面
• 参数化编程方便用户快速使用
以上是关于Tags:广东滚齿机数控系统厂家,广东滚齿机数控系统价格的详细介绍
地区产品: 广东滚齿机数控系统,江苏滚齿机数控系统,浙江滚齿机数控系统,佛山滚齿机数控系统,山东滚齿机数控系统,中山滚齿机数控系统,苏州滚齿机数控系统,宁波滚齿机数控系统,顺德滚齿机数控系统,无锡滚齿机数控系统。
-
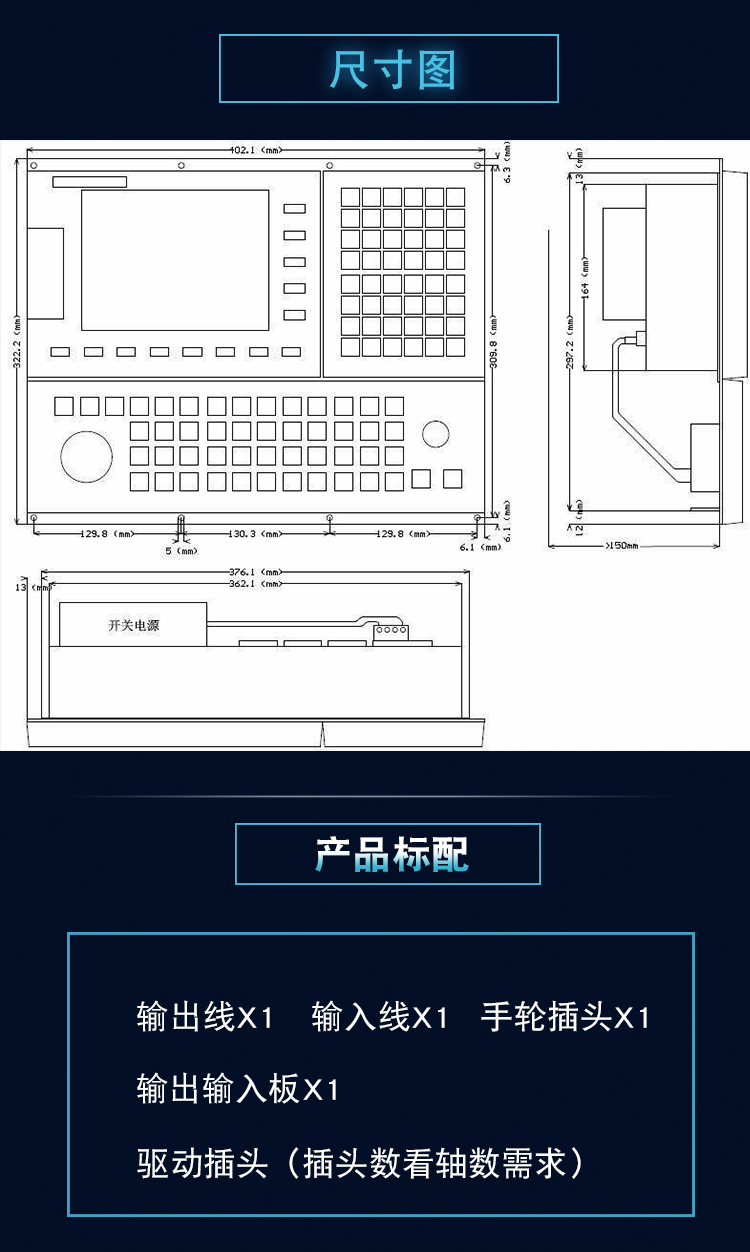
功 能 描 述 规 格 指 标 控制轴 控制轴数 5轴 联动轴数 5轴 PLC控制轴数 3轴 输入指令 最小设定单位 0.001mm和0.0001mm可选 最小移动单位 0.001mm和0.0001mm可选 最小移动单位 ±99999999*最小指令增量 进给 最大移动速度 60000mm/min 螺纹导程 0.001mm~500.000mm 自动加减速 前加减速直线型、前加减速S型 螺纹功能 普通螺纹(跟随主轴)/刚性螺纹
单头/多头公英制直螺纹、锥螺纹和端面螺纹,等螺距变螺距螺纹插补 定位,插补功能 直线、圆弧、螺纹循环、攻丝循环、钻孔循环、外圆、端面复合循环等功能 存储及编辑 程序存储容量 电子盘:64M字节 存储程序个数 400个 程序编辑 插入,修改,删除,复制 参数存储 参数备份,恢复出厂值,参数U盘导入导出 显示 横款 8英寸,TFT真彩显示 U盘功能 程序导入导出 有 参数导入导出 有 系统U盘升级 有 输入输出 输入口 46路开关量,光电隔离输入 输出口 38路开关量输出(OC输出) 固定循环功能 G94 端面车削循环 G93 外圆车削循环 G92 螺纹循环(直、锥螺纹,公、英制,单头、多头螺纹、任意螺纹切入角) G70,G71,G72,G73 复合循环 G74 端面钻孔循环 G75 切槽或割断循环 G33 刚性攻丝循环 补偿机能 补偿功能 刀具补偿、反向间隙补偿、丝杠螺距误差补偿 21TA四轴滚齿机数控系统安装尺寸