 微控首页
微控首页

自动化纵切数控车床是如何加工的?
2024-09-28自动化纵切数控车床是如何加工的?
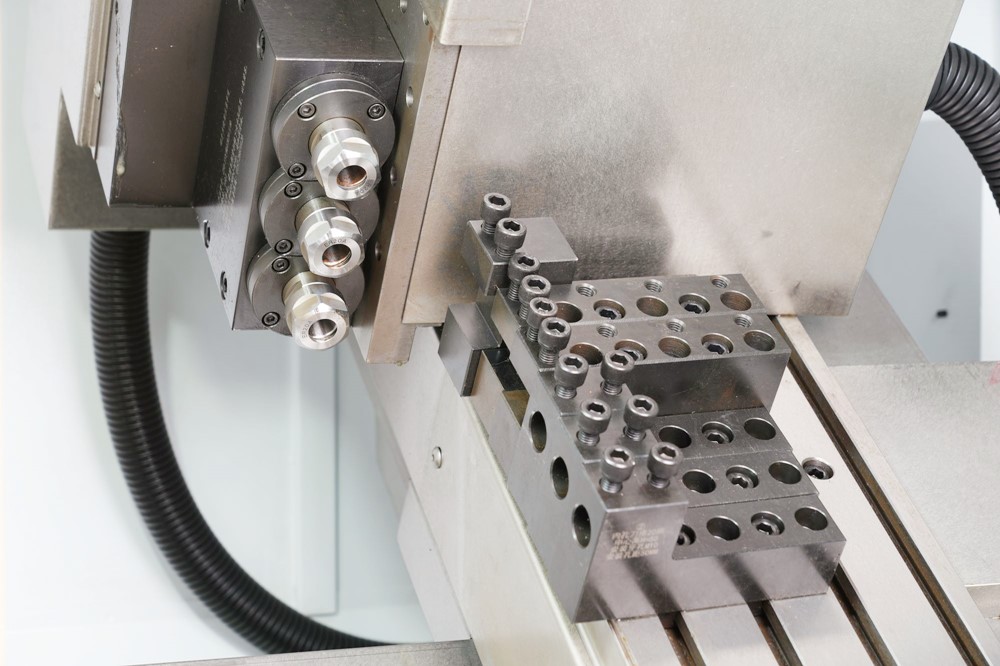
自动化纵切数控车床标配5把车刀,2把钻孔,主轴6000转,可实现铣扁、打侧孔、开槽等功能。一次装夹不停主轴可以车削200mm以上长度的零件,如果你是车一个5mm长度的零件,走刀走心都可以车,但走心一气呵成可以车出20~30个零件才需要停车送料。走心机都是车铣一体的,一次加工成型的复杂程度也非走刀机可比原来有老式自动车,我们俗称凸轮机车床。而现在更高级的CNC自动车床,我们称之为走心车床或纵切车床。主要是主轴Z向前后移动,而刀可以X、Y移动,可以实现立体加工,一次成型。
自动化纵切数控车床需要在粗加工后进行精加工,因为一个工件需要经过锻造、粗加工、调制、精加工和中频加工。数控车床粗加工和精加工的区别在于,一个是粗加工,一个是精加工。粗加工去除的材料多,进给量和刀具量大,切削速度小,加工出来的工件尺寸精度和表面质量低。精加工去除的材料少,进给量和吃刀量小,切削速度大,加工工件的尺寸精度和表面质量高。
自动化纵切数控车床粗加工是从工件中切除更多加工余量的过程。粗加工一般采用低速大走刀快速去除工件上多余的金属材料,产品尺寸为半成品工艺尺寸而非成品工艺尺寸。精度低,加工表面粗糙,生产效率高,通常是精加工的准备过程。粗加工精度一般可达IT12-IT11级,表面粗糙度Ra值可达50-12.5μm。纵切数控车床价钱是多少呢?
粗加工时,一般注重加工速度,所以吃刀量和进给量比较大,切削速度比较小,但会对车床造成很大的振动,加重车床各部分的磨损。如果条件允许,我们可以使用不同的车床进行粗加工和精加工,以更好地保护机械设备。
自动化纵切数控车床的精加工又称精加工。实现工件精加工的主要方法有两种。一种是用高精度数控车床加工高精度工件;二是利用误差补偿技术提高工件的加工精度。精加工精度可达IT8-IT6级,表面粗糙度Ra值可达1.6-0.8μm,在良好条件下甚至可达Ra0.4μm。
E乐彩 精加工的主要作用是提高工件的尺寸和表面精度,而不是切割多少。通过精度高、刚性好的车床和精细磨削刀具,在工件表面以较高的切削速度、较小的刀具摄入量和进给量切除较薄的金属材料。显然,这个过程可以明显提高工件的加工精度。
E乐彩 自动化纵切数控车床粗加工和精加工的区别。数控车床粗加工和精加工的区别在于,一个是粗加工,一个是精加工,后者比前者更注重细节。粗加工旨在快速切除工件表面的剩余量,在短时间内尽可能切除更多的切削,工件的尺寸精度和表面质量相对较低。精加工的目的是切除工件表面的薄金属材料,以获得更高的精度和表面质量。
粗加工时,切削量的选择主要是提高生产效率,其次是经济性和加工成本。因此,在考虑粗加工的切削量时,应尽量在允许的范围内选择较大的切削量,然后选择较大的进给量,再选择较小的切削速度。精加工时,切削量的选择主要是保证加工质量,其次是提高生产效率和刀具使用寿命。因此,在考虑精加工的切削用量时,一般会选择较小的吃刀量,其次较小的进给量,而切削速度可以选择较大的。
E乐彩上一篇:斜床身数控车床切削有哪三个要素?
下一篇:没有了!
推荐文章
-
斜轨数控车床如何保持加工铝件的稳定性
2024-07-31 -
实用车铣复合数控机床特点、选型和建议
2024-05-06 -
新手入门选择数控车床有哪些注意的地方?
2023-02-03 -
如何确定小数控车床的几个坐标轴?
2022-10-09 -
关于小数控车床更换油液的注意事项
2022-09-15 -
什么是斜床身36型数控排刀机?
2022-06-14 -
如何选择高精度的小型数控车床?
2022-02-21 -
自动化纵切数控车床是如何加工的?
2024-09-28 -
斜床身数控车床切削有哪三个要素?
2024-08-14 -
数控排刀机刀架常见故障及解决方法
2024-04-15 -
干货|数控车床系统常见问题维修
2024-04-15 -
动力刀塔、伺服刀塔和液压刀塔的优劣势区别
2024-03-06 -
数控车床主轴组成与对刀方法是什么?
2024-02-21 -
什么是数控排刀机车床的基础知识?
2024-01-05 -
数控机床主传动的特点是什么?
2023-11-17 -
如何选择数控排刀机车床厂家?
2023-11-17
 2024-07-31
2024-07-31
斜轨数控车床如何保持加工铝件的稳定性
 2024-05-06
2024-05-06
E乐彩实用车铣复合数控机床特点、选型和建议
 2023-02-03
2023-02-03
E乐彩新手入门选择数控车床有哪些注意的地方?
 2022-10-09
2022-10-09
如何确定小数控车床的几个坐标轴?
 2022-09-15
2022-09-15
关于小数控车床更换油液的注意事项
 2022-06-14
2022-06-14
什么是斜床身36型数控排刀机?



