 微控首页
微控首页

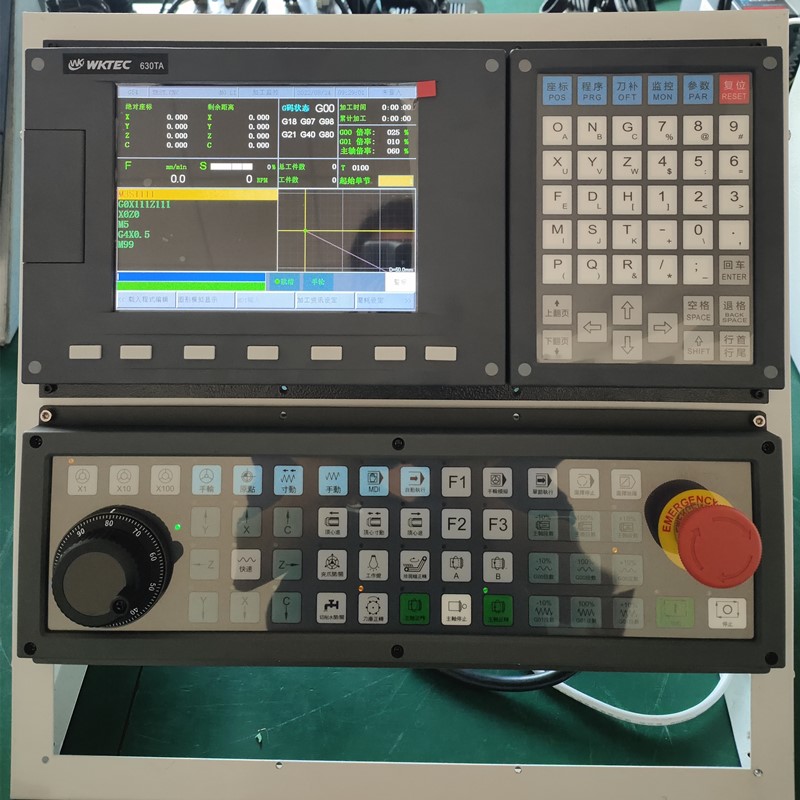
佛山微控科技两轴经济型数控系统AC6F
2018-01-23佛山微控科技两轴经济型数控系统AC6F
产品说明:
* X、Z两轴控制
* 1ms插补周期,控制精度 1μm
* 最高速度60m/min
* 适配伺服主轴可实现主轴连续定位、刚性攻丝、刚性螺纹加工
* 内置多PLC程序,当前运行的PLC程序可选择
* 支持语句式宏代码编程,支持带参数的宏程序调用
* 支持公制/英制编程,具有自动对刀、自动倒角、刀具寿命管理功能
* 支持中文、英文显示,由参数选择
* 具备USB接口,支持U盘文件操作、系统配置和软件升级
* 2 路0~ 10V模拟电压输出,支持双主轴控制
* 1路手轮输入,支持手持单元
* 52点通用输入/52点通用出
* 指令系统与GSK980TDb完全兼容
1.1.2 技术规格
控制轴数
* 控制轴数:2轴(X、Z)
* 联动轴数:2轴
进给轴功能
* 最小输入增量:0.001mm(0.0001inch)和 0.0001mm(0.00001inch)可选
* 最小指令增量:0.001mm(0.0001inch)和 0.0001mm(0.00001inch)可选
* 最大行程:±99999999×最小指令增量
* 快速移动速度:最高 60m/min
* 快速倍率:F0、25%、50%、100%共四级实时修调
* 进给倍率:0~150%共十六级实时修调
* 插补方式:直线插补、圆弧插补(支持三点圆弧插补)、螺纹插补、刚性攻丝
* 自动倒角功能
螺纹功能
* 普通螺纹(跟随主轴)/刚性螺纹
* 单头/多头公英制直螺纹、锥螺纹和端面螺纹,等螺距螺纹和变螺距螺纹
* 螺纹退尾长度、角度和速度特性可设定
* 螺纹螺距:0.01mm~500mm或0.06 牙/英寸~2540 牙/英寸
加减速功能
* 切削进给:前加减速直线型、前加减速S型、后加减速直线型、后加减速指数型
* 快速移动:前加减速直线型、前加减速S型、后加减速直线型、后加减速指数型
* 螺纹切削:直线式、指数式可选
* 加减速的起始速度、终止速度和加减速时间由参数设定
主轴功能
* 2 路0~ 10V模拟电压输出,支持双主轴控制
* 1路主轴编码器反馈,主轴编码器线数可设定(100p/r~5000p/r)
* 编码器与主轴的传动比:(1~255):(1~255)
* 主轴转速:可由S代码或PLC信号给定,转速范围 0r/min~9999r/min
* 主轴倍率:50%~120%共8级实时修调
* 主轴恒线速控制
* 刚性攻丝
刀具功能
* 刀具长度补偿
* 刀尖半径补偿(C型)
* 刀具磨损补偿
* 刀具寿命管理
* 对刀方式:定点对刀、试切对刀、回参考点对刀、自动对刀
* 刀偏执行方式:修改坐标方式、刀具移动方式
精度补偿
* 反向间隙补偿
* 记忆型螺距误差补偿
PLC 功能
* 两级PLC程序,最多4700步,第1级程序刷新周期8ms
* PLC程序通信下载
* 支持PLC警告和PLC报警
* 支持多PLC程序(最多20个),当前运行的PLC程序可选择
* 基本I/O:52输入/52输出
人机界面
* 10.4 英寸宽屏 LCD,分辨率为800×600
* 中文、英文等多种语言显示
* 二维刀具轨迹显示
* 实时时钟
操作管理
* 操作方式:编辑、自动、录入、机床回零、手轮/单步、手动、程序回零
* 多级操作权限管理
* 报警日志
程序编辑
* 程序容量:56MB、400个程序(含子程序、宏程序)
* 编辑功能:程序/程序段/字检索、修改、删除、复制、粘贴
* 程序格式:ISO 代码,支持语句式宏代码编程,支持相对坐标、绝对坐标和混合坐标编程
* 程序调用:支持带参数的宏程序调用,4 级子程序嵌套
通信功能
* RS232:零件程序、参数等文件双向传输,支持PLC程序、系统软件串口升级
* USB:U盘文件操作、U盘文件直接加工,支持PLC程序、系统软件U盘升级
安全功能
* 紧急停止
* 硬件行程限位
* 软件行程检查
* 数据备份与恢复
G 代码表
代码
功能
代码
功能
G00
快速定位
G50
浮动工件坐标系
G01
直线插补
G54-G59
设置工件坐标系
G02
顺时针圆弧插补
G65
宏代码非模态调用
G03
逆时针圆弧插补
G71
轴向粗车循环
G04
暂停、准停
G72
径向粗车循环
G17
平面选择代码
G73
封闭切削循环
G18
平面选择代码
G70
精加工循环
G19
平面选择代码
G74
轴向切槽循环
G10
数据输入方式有效
G75
径向切槽循环
G11
取消数据输入方式
G76
多重螺纹切削循环
G20
英制单位选择
G80
刚性攻丝状态取消
G21
公制单位选择
G84
轴向刚性攻丝
G28
自动返回机床零点
G88
径向刚性攻丝
G30
回机床第2、3、4参考点
G90
轴向切削循环
G31
跳跃机能
G92
螺纹切削循环
G32
等螺距螺纹切削
G94
径向切削循环
G33
Z 轴攻丝循环
G96
恒线速控制
G34
变螺距螺纹切削
G97
取消恒线速控制
G40
取消刀尖半径补偿
G98
每分进给
G41
刀尖半径左补偿
G99
每转进给
G42
刀尖半径右补偿
1.1.3 气候、环境的适应性
本系统贮存运输、工作的环境条件如下:
项目
工作气候条件
贮存运输气候条件
环境温度
0℃~45℃
-40℃~+70℃
相对湿度
≤90%(不凝露)
≤95%(40℃)
大气压强
86 kPa~106 kPa
86 kPa~106 kPa
海拔高度
≤1000m
≤1000m
1.1.4 电源适应能力
本系统在下列交流输入电源的条件下,能正常运行。电压变化:在(0.85~1.1)×额定交流输
入电压(AC220V)的范围内;频率变化:49Hz~51Hz连续变化。
1.1.5 防护
本系统防护等级不低于IP20。
上一篇:没有了!
下一篇:学习车床数控系统好还是铣床数控系统好
推荐文章
-
广东好的数控车床哪家质量好?
2022-05-23 -
车铣复合数控机床多少钱?
2022-08-20 -
斜轨数控车床的结构特点
2022-08-05 -
什么是数控凸轮走心机?
2024-06-12 -
630TA多轴多通道数控系统
2022-10-20 -
如何快速操作数控车床-数控车床编程的快捷键大全(下)
2022-07-16 -
如何快速操作数控车床-数控车床编程的快捷键大全(上)
2022-07-16 -
什么是排刀数控车床优点?
2022-07-09 -
哪里有凸轮机改造数控厂家?
2022-05-25 -
微控科技谈如何将PLC导入到数控系统
2022-05-25 -
车床数控系统技术优势怎么样?为什么使用这么广泛?
2022-05-25 -
你对小型数控车床了解多少?
2022-05-16 -
在数控系统开发上坚持创新 不断进取
2021-09-22 -
佛山微控参加国产数控系统应用示范工程总结大会
2021-08-28 -
唯有振兴强国,才能稳定平安-国产数控车床系统加油
2021-08-16 -
数控系统开不了机怎么办 微控数控系统维修为你解决
2021-08-12
 2022-05-23
2022-05-23
广东好的数控车床哪家质量好?
 2022-08-20
2022-08-20
E乐彩车铣复合数控机床多少钱?
 2022-08-05
2022-08-05
斜轨数控车床的结构特点
 2024-06-12
2024-06-12
E乐彩什么是数控凸轮走心机?
 2022-10-20
2022-10-20
E乐彩630TA多轴多通道数控系统
 2022-07-16
2022-07-16
E乐彩如何快速操作数控车床-数控车床编程的快捷键大全(下)



